InsightsAlphaFarm2026-07-18 · 4 min read
Bio-CO₂ AlphaFarm — Connecting Biogas By-products with Steady Farm Demand
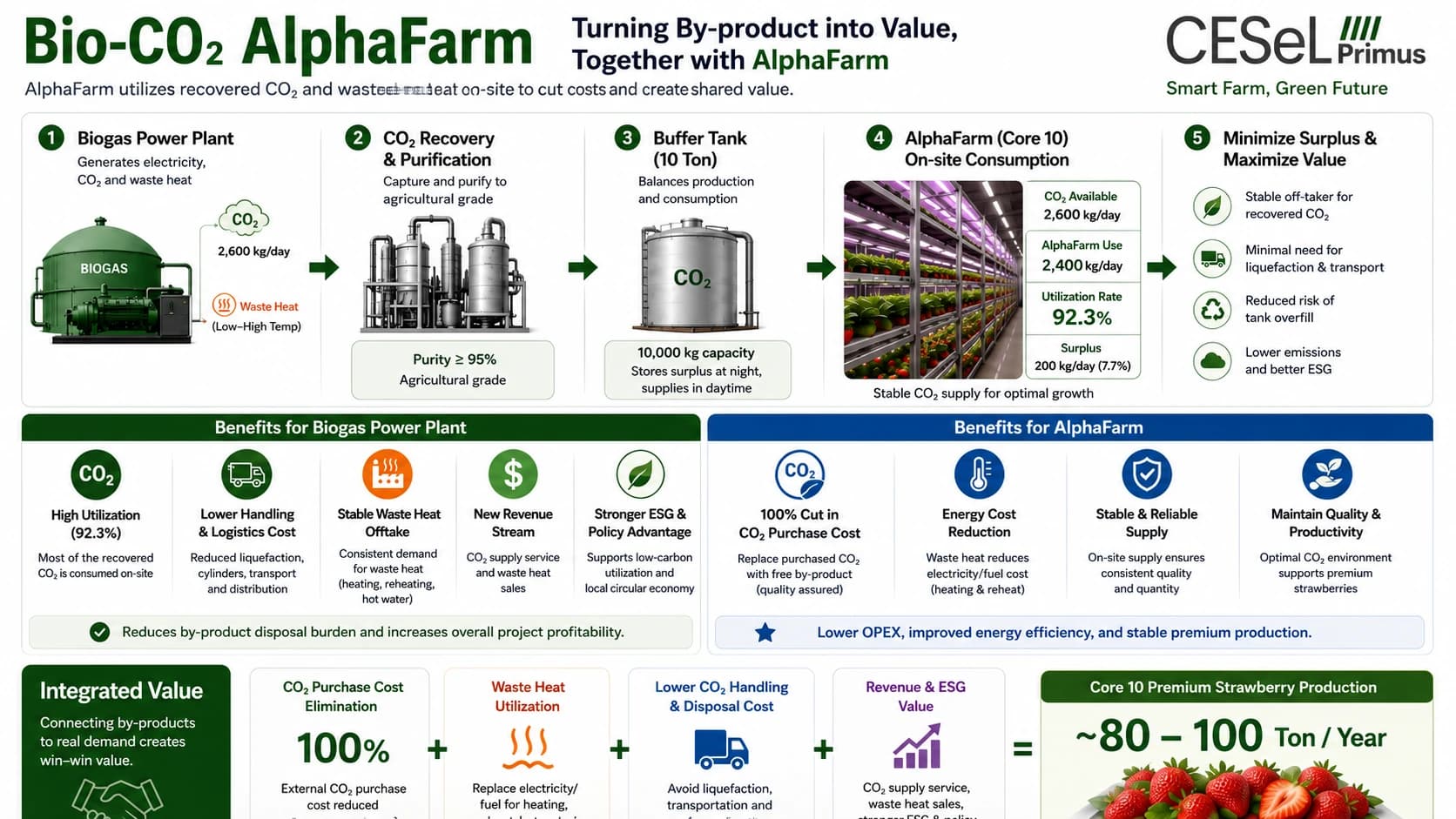
Connecting a biogas plant's surplus CO₂ and waste heat with AlphaFarm's steady demand.
Connecting Biogas CO₂ and Waste Heat with AlphaFarm Demand
CO₂ from biogas power generation is recovered and purified, while a buffer tank balances continuous plant output with daytime farm consumption.
The biogas plant secures a stable on-site off-taker for recovered CO₂ and waste heat, reducing dependence on liquefaction, filling, transport, and separate surplus-resource handling. AlphaFarm replaces purchased cultivation CO₂ and uses waste heat for supplementary reheat, heating, and water preheating, helping lower operating costs.
Illustrative Figures (Core 10 Basis)
On an illustrative Core 10 basis (Core 1 × 10), AlphaFarm uses 2,400kg/day of 2,600kg/day purified CO₂ on-site, achieving 92.3% utilization and limiting surplus CO₂ to 200kg/day (7.7%). This can replace 876 tons/year of external CO₂ purchases. On a free-supply basis, the illustrative purchase-cost replacement is approximately SGD 263,000/year, using KRW 1,000 = SGD 1. Purification, piping, blower, and control costs remain separate.
Waste-heat use of 3,500kWhₜₕ/day and premium strawberry production of approximately 80–100 tons/year indicate project scale, not a yield-increase claim from CO₂ supply.
※ 92.3%, 876 tons/year, 3,500kWhₜₕ/day, and 80–100 tons/year are illustrative figures. Actual results vary with biogas composition, CO₂ recovery rate, heat grade, farm scale, and operating hours.
- 2,400kg/day of 2,600kg/day purified CO₂ used on-site — 92.3% utilization
- Surplus CO₂ limited to 200kg/day (7.7%)
- Replaces 876 tons/year of external CO₂ purchases
- Illustrative purchase-cost replacement ≈ SGD 263,000/year (free-supply basis)
- 3,500kWhₜₕ/day waste-heat use
- Core 10 premium strawberry production ≈ 80–100 tons/year (project-scale example)
Key Benefits
- Biogas power plant — stable on-site CO₂ off-taker, lower dependence on liquefaction and transport, reduced buffer-overflow and venting risk, and steady waste-heat demand
- AlphaFarm — replacement of external CO₂ purchases, stable CO₂ supply, and lower reheat, heating, and preheating energy costs
- Integrated project — a circular business model that reduces the plant's surplus-resource burden and the farm's operating cost at the same time
Frequently asked questions
Q. Why is a buffer tank needed?
Biogas power generates continuously, but AlphaFarm's CO₂ consumption is concentrated during the day. The buffer tank balances the plant's continuous output with the farm's daytime consumption, storing nighttime output for daytime supply. It is not a long-term storage facility.
Q. What exactly does '100% cut in CO₂ purchase cost' mean?
It means replacing the cost of previously purchased cultivation CO₂, when the CO₂ is supplied free of charge and meets quality requirements. It does not mean purification, piping, blower, control, and maintenance costs become zero — those are reviewed separately.
Q. Is the 80–100 tons/year at Core 10 a yield increase from CO₂ supply?
No. This is an illustrative figure showing the scale of the integrated project, not a yield-increase effect from CO₂ supply. It reflects the standard production target for a Core 10-scale AlphaFarm.
We'll review a Bio-CO₂ AlphaFarm link based on your resources.
Tell us your biogas plant's CO₂ and waste-heat conditions, and we'll review a Bio-CO₂ AlphaFarm integration model and reply directly.
Related Keywords
- Biogas Power
- CO₂ Recovery & Purification
- Buffer Tank
- Waste Heat Utilization
- CO₂ Purchase Cost Reduction
Related insights
Learn more about the AlphaFarm premium strawberry vertical farm — production, cooling, and cold-chain platform by CESeL Primus.
← Back to Insights